
Overview
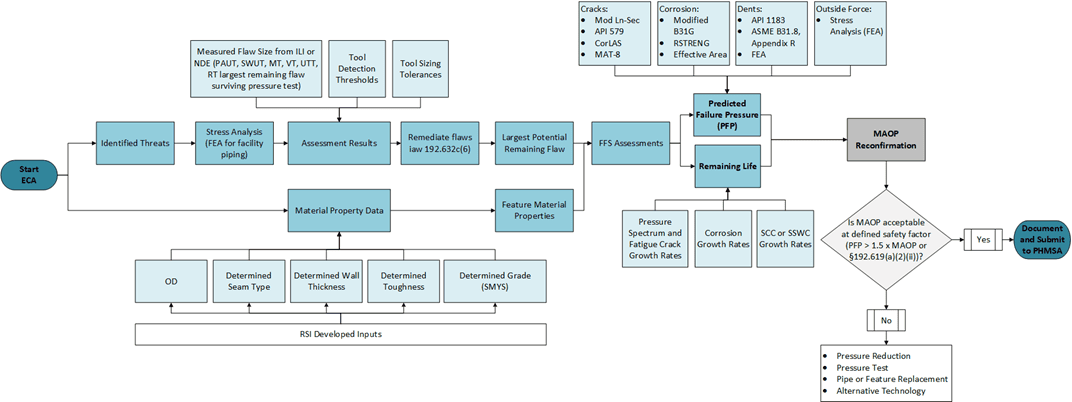
The Gas Transmission Safety Rule (GTSR) focuses on two main integrity management concerns: (1) validation of MAOP where documentation of a pressure test or of the materials installed in the pipeline is incomplete, and (2) establishment of the current fitness-for-service (FFS) of the assets. Regulations concerning engineering critical assessments (ECAs) appear in 49 CFR §192.632 for MAOP reconfirmation, and §192.712 for analysis of predicted failure pressure (PFP) and remaining life of a pipeline segment.
The Challenge
The ECA process can be quite complex, especially when material property records are not TVC-compliant or the pipeline is susceptible to threats that cannot be easily managed with conventional assessment methods. In addition, ECA methods must be approved by regulatory authorities prior to their implementation.
RSI’s Process
RSI Pipeline Solutions (RSI) has worked with operators to develop ECA methods, with prior approvals by the Pipeline and Hazardous Materials Safety Administration (PHMSA), to reconfirm the MAOP for pipelines and facilities where design and pressure test documentation is incomplete. RSI’s ECA methodology uses deterministic and probabilistic methods to reconfirm MAOP with a high degree of confidence.
RSI’s Solution
RSI has developed methods to infer the most probable material property values (wall thickness, grade, and toughness) using existing public and proprietary databases combined with targeted field measurements. In addition, for threats that are not easily managed with existing inline inspection (ILI) tools or hydrostatic testing, alternative analyses, inspections, and testing are performed to confirm the pipe’s fitness-for-service. The methodologies used verify that the components being assessed can survive a pressure test to 1.5 times the MAOP and estimates the remaining life of the components to confirm that the MAOP is appropriate and justifiable with a high degree of confidence. Where components do not meet appropriate safety criteria, further investigations or replacement may be necessary to reconfirm the MAOP of the system.
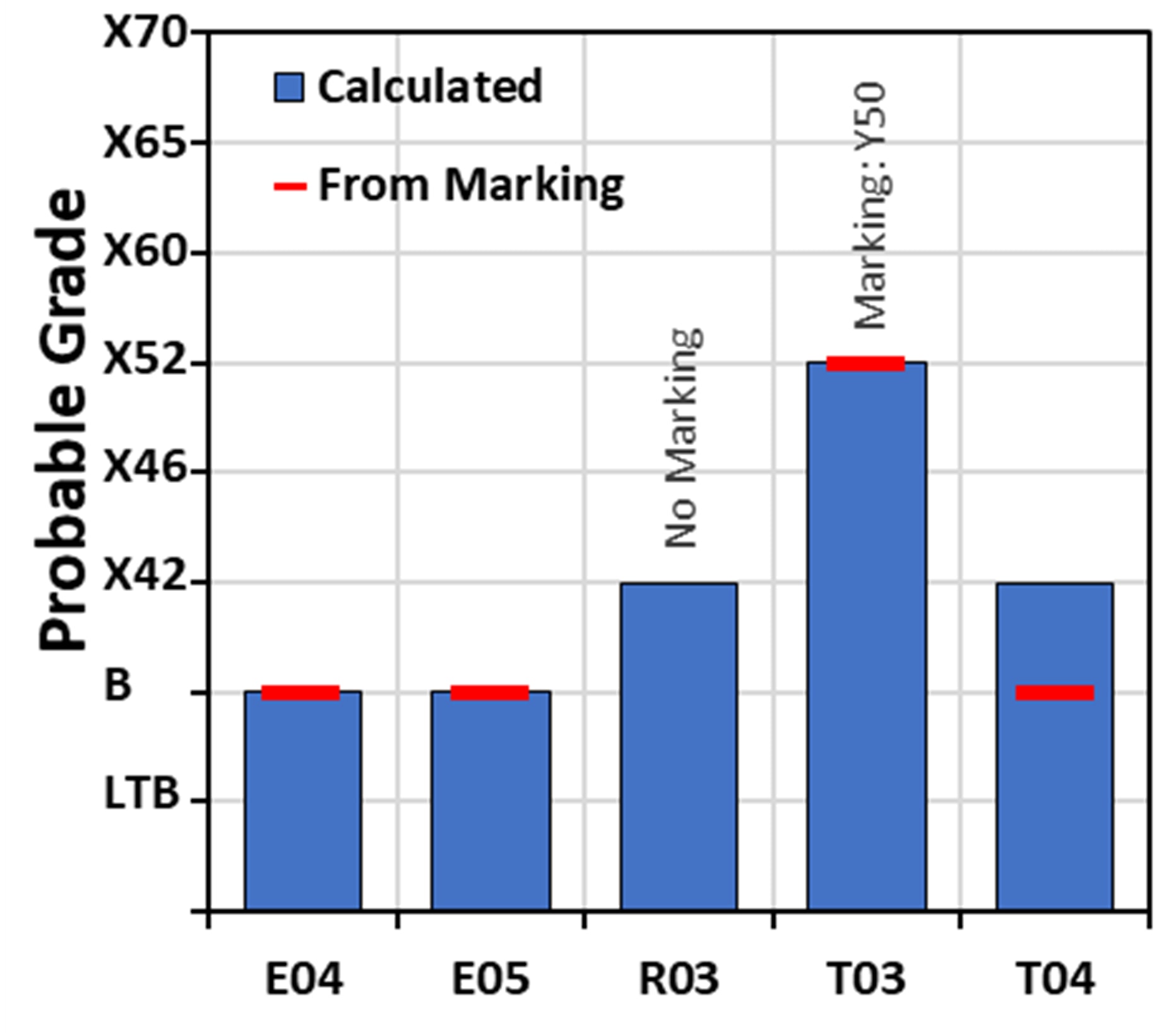
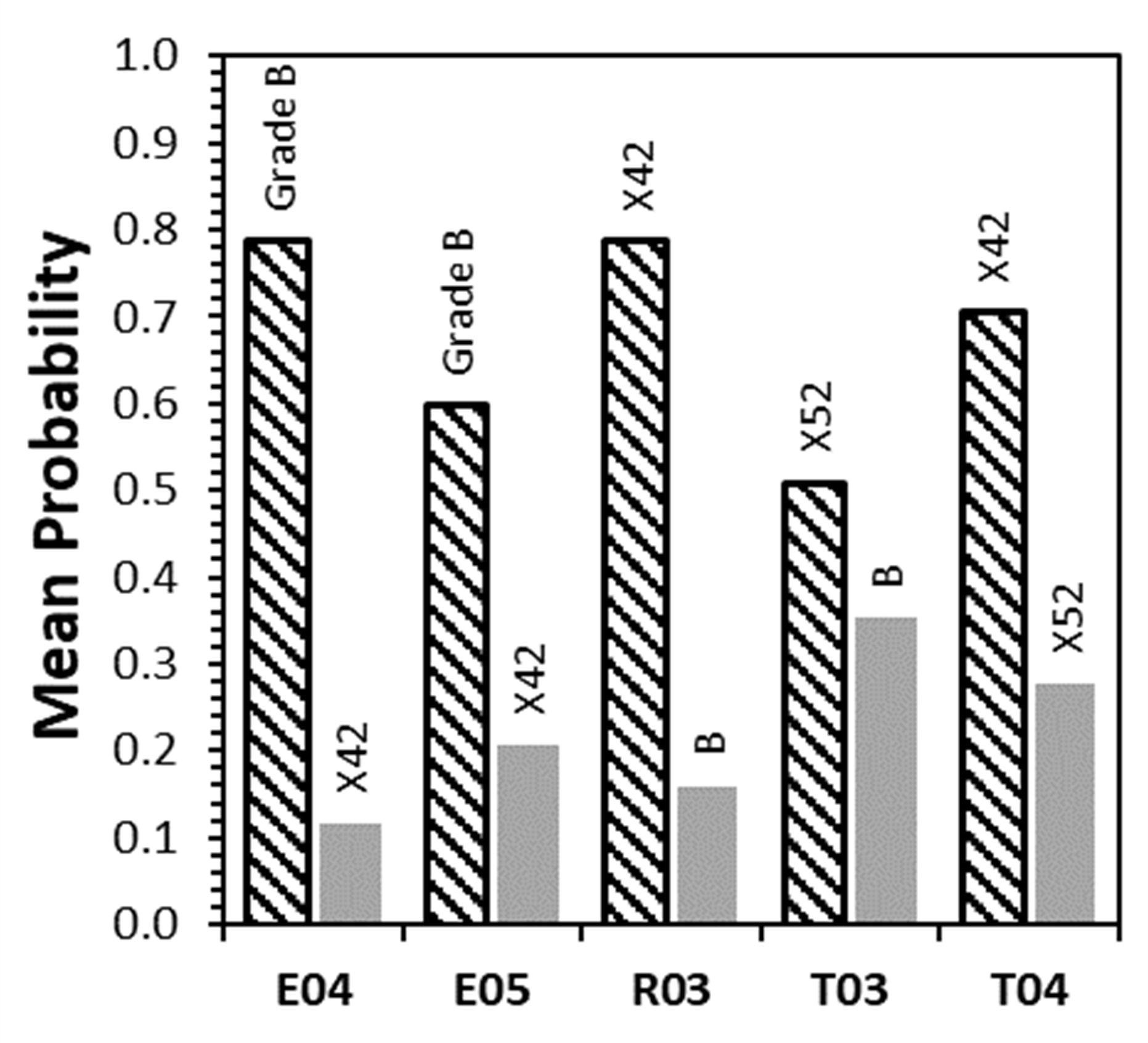
Grade Prediction: To determine the most-probable pipe grade from measurable attributes, such as actual strength and chemistry, two different techniques are used. The first method uses yield strength and ultimate tensile strength data measured in the field with instrumented indention testing (IIT) or hardness, strength, and ductility (HSD) testing. The IIT or HSD data is supplemented with chemical composition and pipe geometry data to infer the pipe grade. However, there are circumstances when IIT or HSD is not easily implemented. Instead, the second method uses machine learning techniques based on the methodologies described in Reference [i] to infer pipe grade from only chemical composition and pipe geometry data. This analysis leverages a material properties database with known pipe grades, diameters, wall thickness, and chemical compositions from thousands of test cases in a boosted tree algorithm to predict the most-probable grade.
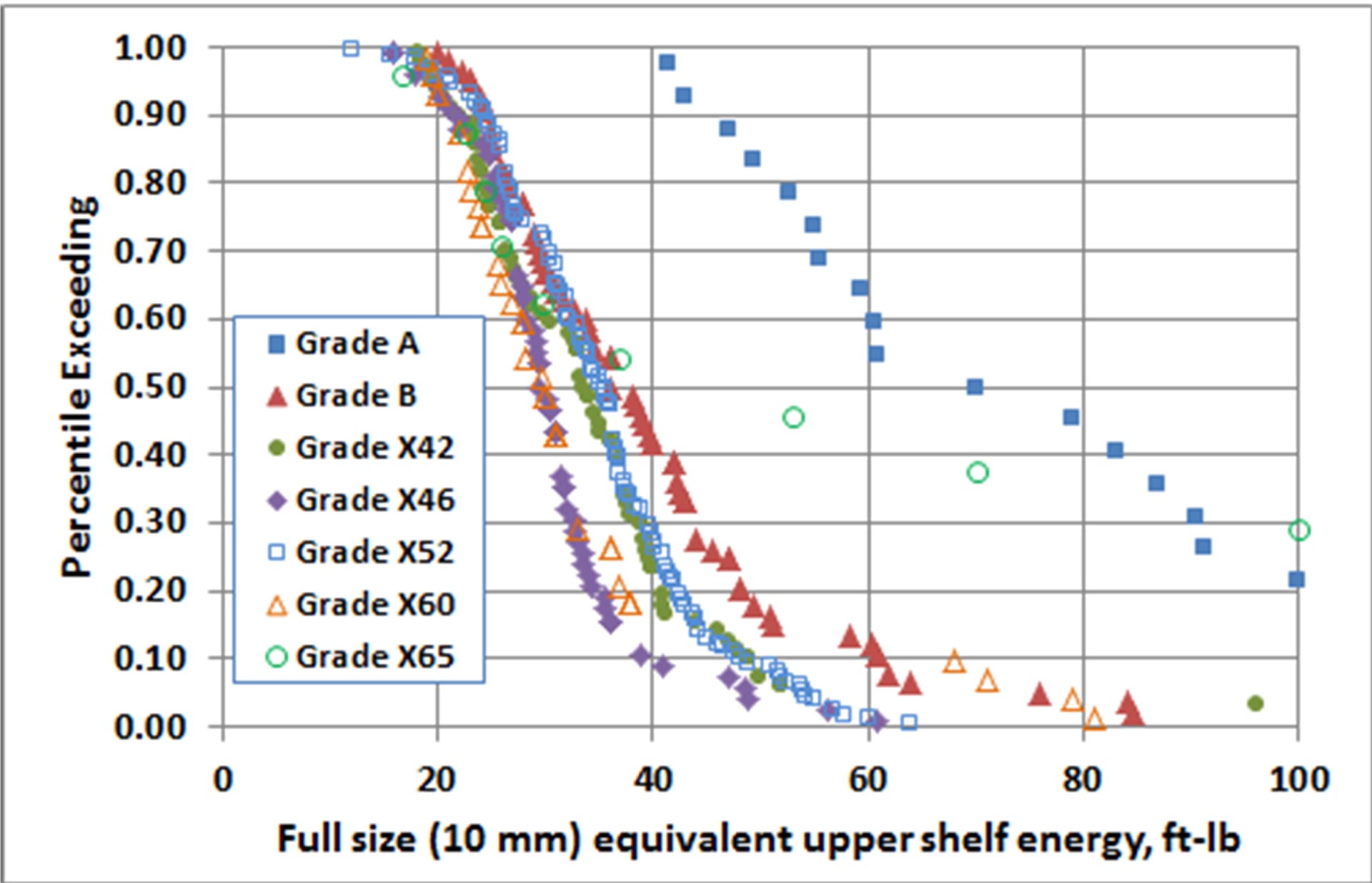
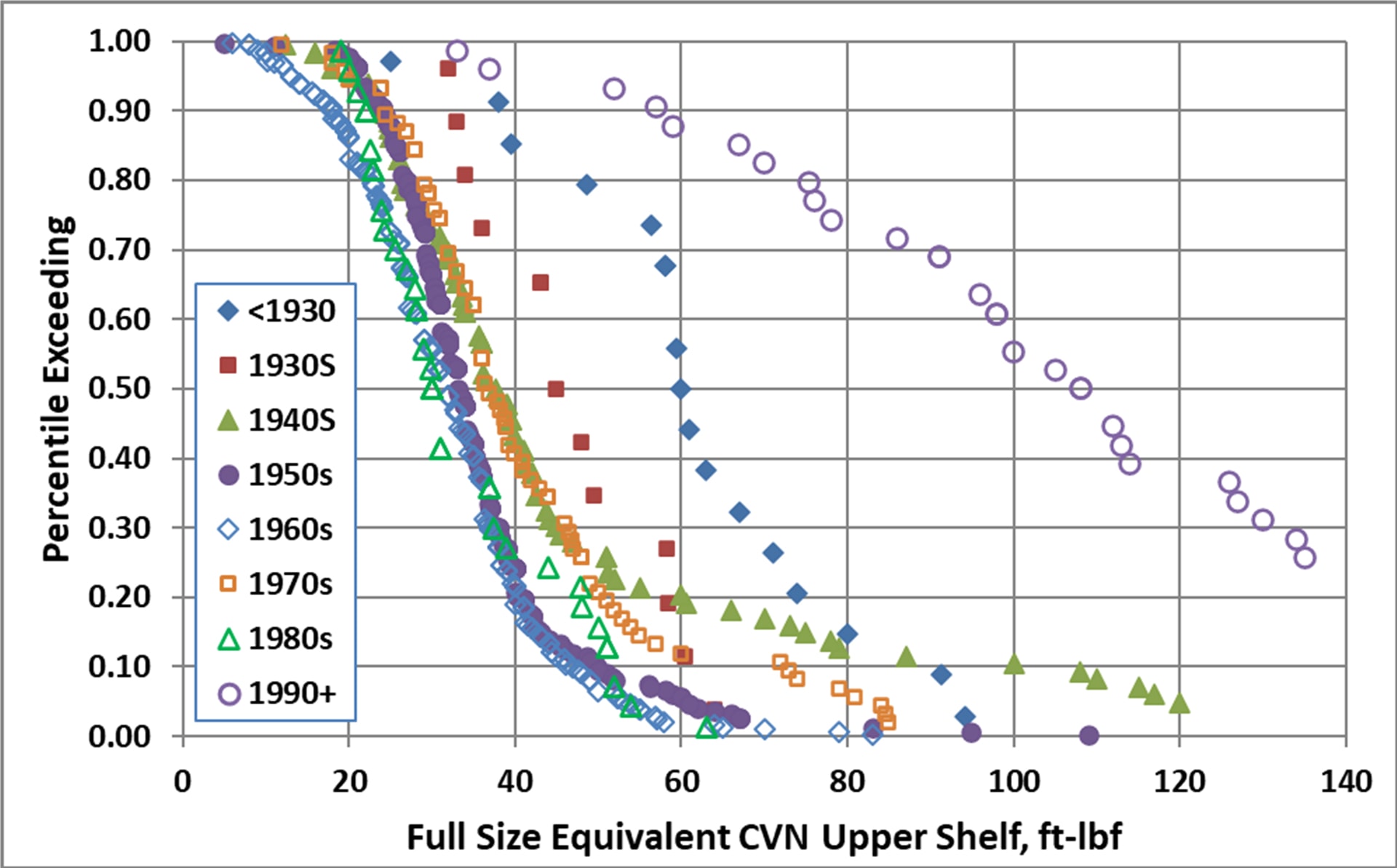
Toughness Prediction: The material toughness resists crack growth from cyclic loads. The toughness is measured with the Charpy V-Notch test (CVN). The CVN test values will vary based on temperature but also for a constant temperature there can be variation in the CVN values due to variations within the steel itself. To account for this natural variation, either highly conservative values are assumed or the CVN values are drawn from a distribution of values representative of this uncertainty [ii].
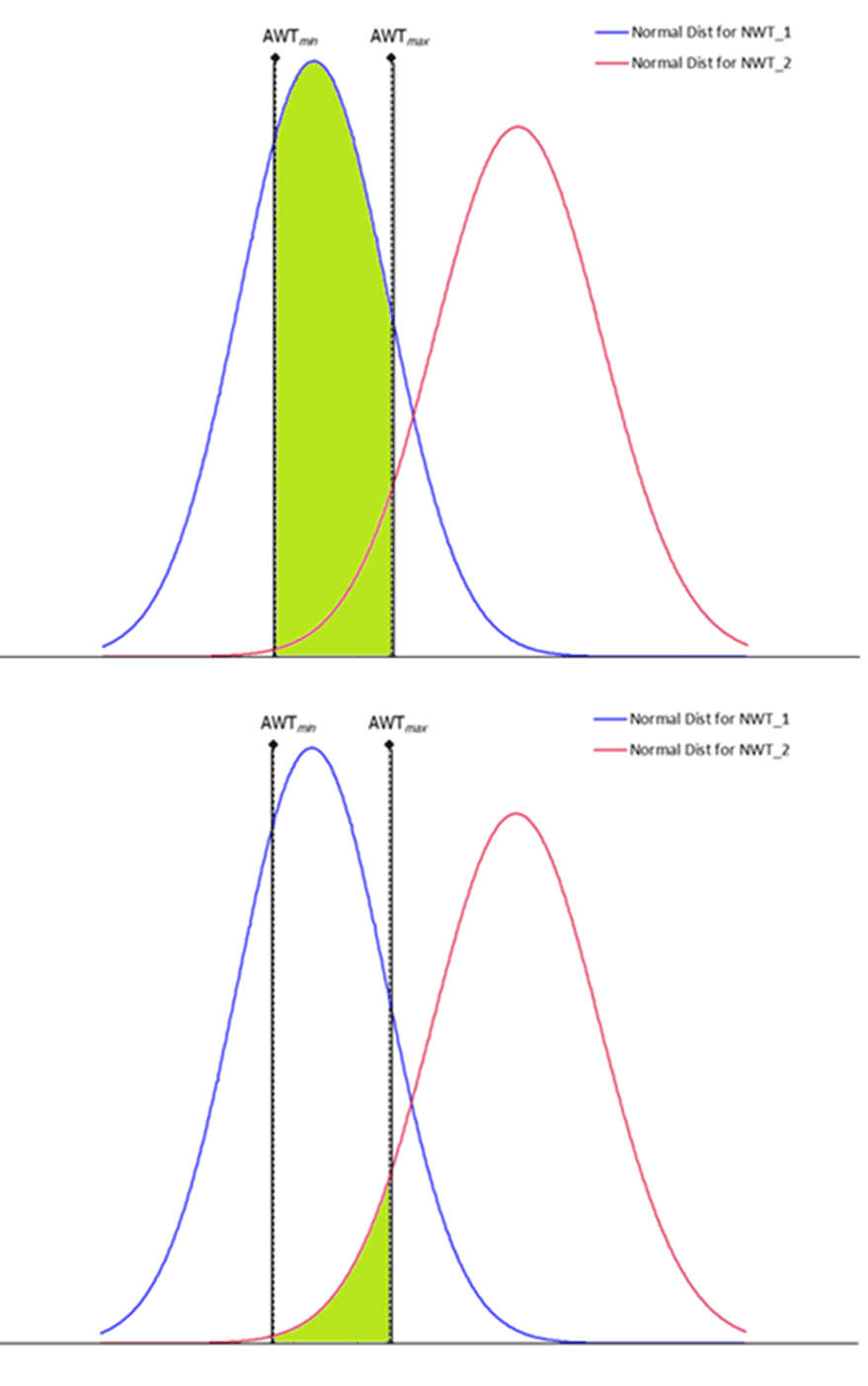
Wall Thickness Prediction: In the field, the actual wall thickness (AWT) is generally measured by straight beam ultrasonics (UT). Without any documentation reporting nominal wall thickness (NWT), 49 CFR Part 192, §192.109 “Nominal Wall Thickness (t) for Steel Pipe”, addresses determining NWT from AWT measurement when the NWT is not known. Historical editions of API 5L and 5LX specifications, starting with 1st edition in 1927 and 1948 respectively, provide the pipe nominal size of diameter and wall thickness, and their allowable dimensional tolerances. Using adequate measurements of vintage pipe, the ratio between AWT and NWT is analyzed to understand the AWT fluctuation along a single joint length. Since the variation of AWT is substantially narrower than the API 5L/5LX specification, RSI’s approach predicts the NWT in a probabilistic manner with a high level of consistency and accuracy.
[[1]] M. Rosenfeld and J. Ma, “Probabilistic Determination of Pipe Grade,” Pipeline Pigging and Integrity Management Conference, Houston, 2017.
[[1]] M. Rosenfeld, “Considerations for applying §192.712 when you have no toughness data”, Elevara Pipeline Cracking Forum, Houston, TX, July 15, 2021